










Барабанная сушилка Производители
Когда слышишь 'барабанные сушилки производители', первое, что приходит в голову — это десятки заводов с готовыми типовыми решениями. Но на деле большинство из них просто штампуют однотипные конструкции, не учитывая, что сырьё в горнодобывающей отрасли может кардинально отличаться даже в соседних карьерах. Я сам лет пять назад попался на этом, заказав сушилку 'под ключ' у разрекламированного поставщика — в итоге пришлось переделывать систему подачи, потому что влажный песчаник с примесями глины постоянно забивал шнеки.
Ключевые ошибки при выборе производителя
Главный миф — что все барабанные сушилки примерно одинаковы. На самом деле разница в КПД между удачной и провальной конструкцией может достигать 40%. Особенно это касается систем рекуперации тепла — многие экономят на этом узле, а потом годами переплачивают за энергоносители.
Вот конкретный пример: на одном из золотодобывающих предприятий в Красноярском крае изначально установили сушилку без ступенчатой системы отбора влаги. В результате материал на выходе имел неравномерную просушку — где-то пережгли, где-то остались комья. Переделка обошлась в полтора раза дороже, чем изначальный монтаж.
Кстати, о температурных режимах — часто недооценивают важность точной регулировки. Для известняка, например, критичен плавный нагрев до 800°C, а для кварцевого песка достаточно 600°C, но с обязательной выдержкой. Производители, которые делают универсальные камеры без учёта этих нюансов, просто не понимают специфики работы с разными материалами.
Технологические тонкости, которые не пишут в каталогах
Сейчас многие обращают внимание на Группа Ханьфа — их подход к проектированию заметно отличается. Они не просто продают оборудование, а сначала изучают состав сырья, причём делают это непосредственно на месторождении. В прошлом году их инженеры три недели проводили замеры влажности угольного шлама перед тем, как предложить модификацию барабанной сушилки с дополнительными теплообменниками.
На их сайте https://www.hanfagroup.ru можно увидеть, что Афуруика позиционируется как высокотехнологичное предприятие полного цикла. Но что это значит на практике? Например, они отказались от стандартных цепных передач в пользу шестерёнчатых редукторов — решение кажется мелочью, но оно увеличило срок службы приводов почти вдвое.
Особенно важно, как они решают проблему пылеудаления. В горнодобывающей отрасли это головная боль — обычные циклоны не справляются с мелкодисперсными частицами. В их последних моделях стоит многоступенчатая система с электростатическими фильтрами, что редкость для российского рынка.
Реальные кейсы и их разбор
На обогатительной фабрике в Карелии была интересная история — там пытались сушить пиритные огарки с высоким содержанием серы. Стандартная сушилка постоянно выходила из строя из-за коррозии. После модернизации по схеме Группа Ханьфа заменили материал барабана на кислотостойкую сталь и добавили систему нейтрализации паров — оборудование работает уже два года без серьёзных поломок.
Ещё запомнился случай с фосфогипсом — материал склонен к слёживанию, обычные лопатки не справлялись. Пришлось разрабатывать спиральную систему перемешивания, причём угол наклона лопастей подбирали экспериментально. Такие нюансы обычно не учитываются в типовых проектах.
Кстати, о теплоизоляции — многие экономят на этом, а потом теряют до 30% тепла. В проектах Афуруика используют комбинированную изоляцию из базальтового волокна и керамических матов, что даёт стабильный температурный режим даже при -40°C на улице.
Что действительно важно в современных условиях
Сейчас тенденция — не просто высушить материал, а сделать это с минимальными энергозатратами. Например, рекуператоры тепла уходящих газов — казалось бы, элементарное решение, но лишь единицы производителей ставят их штатно. В барабанных сушилках последнего поколения удаётся возвращать до 15% тепловой энергии.
Автоматизация — ещё один больной вопрос. Дешёвые PLC-контроллеры часто не выдерживают условий обогатительных фабрик. Приходится либо ставить промышленные компьютеры, либо разрабатывать специализированные решения, как в системах от Группа Ханьфа — у них свой софт для прогнозирования нагрузки в зависимости от влажности сырья.
Важный момент — сервисное обслуживание. Многие производители исчезают после гарантийного срока, а для горнодобывающих предприятий простой сушилки означает колоссальные убытки. Поэтому сейчас всё чаще смотрят на компании с собственной сервисной сетью, как у Афуруика — у них есть выездные бригады в основных горнодобывающих регионах.
Перспективы и узкие места
Судя по последним тенденциям, будущее за гибридными системами — например, комбинацией барабанных сушилок с инфракрасными модулями для трудносушимых материалов. Но пока это дорогое решение, доступное единицам.
Основная проблема рынка — отсутствие квалифицированных монтажников. Даже самое современное оборудование может быть испорчено при установке — видел, как из-за неправильной центровки барабана разрушились подшипники через три месяца работы.
Если говорить о барабанных сушилках производителях, то стоит обращать внимание не на громкие названия, а на реальные проекты. Техническая документация — вот что показывает профессионализм компании. У солидных производителей, как Группа Ханьфа, в паспортах оборудования указаны не только основные параметры, но и рекомендации по работе с конкретными типами сырья, расчётные графики сушки, даже методики устранения типовых неисправностей.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
 Hongqi E-HS9
Hongqi E-HS9 -
 Транспортное средство с крановой установкой STQ5169JSQN6
Транспортное средство с крановой установкой STQ5169JSQN6 -
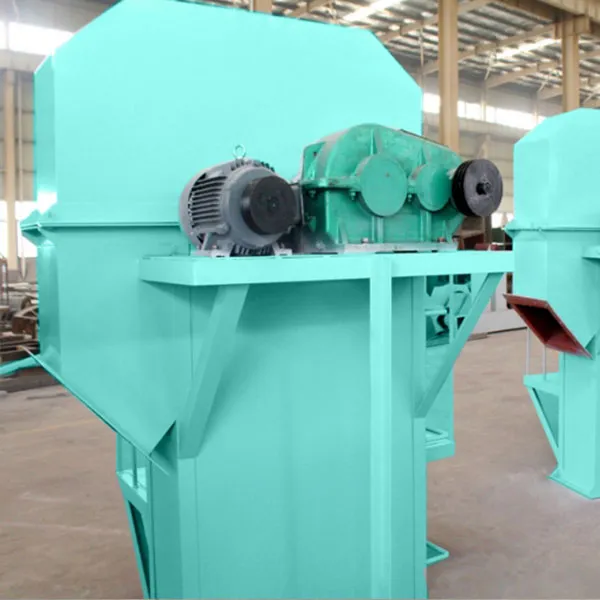 Ковшовый элеватор
Ковшовый элеватор -
 Полностью автоматическая розливочная машина для жидкостей HF-GCP-12
Полностью автоматическая розливочная машина для жидкостей HF-GCP-12 -
 Вибрационный питатель серии GZD
Вибрационный питатель серии GZD -
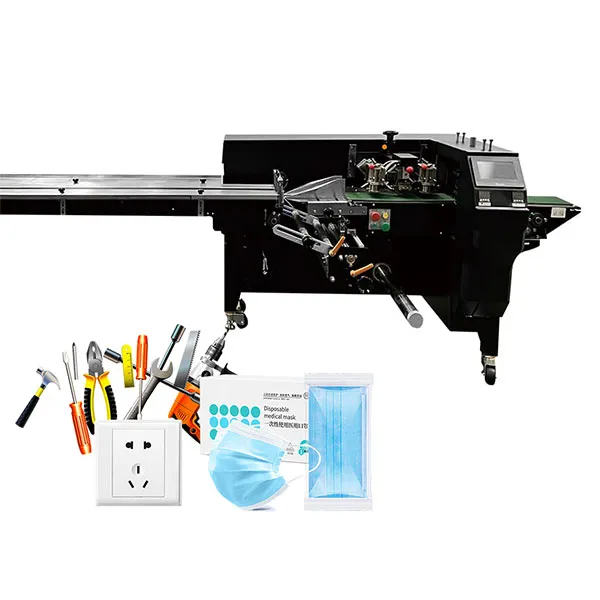
 MC-180L Интеллектуальная машина для подушечной упаковки
MC-180L Интеллектуальная машина для подушечной упаковки -
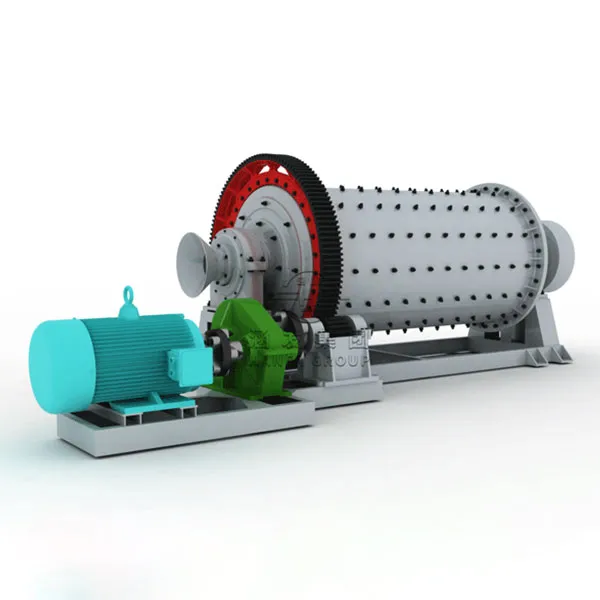 Шаровая мельница
Шаровая мельница -
 Самосвал 4×4 STQ2181L03Y3E6 Чуанкэ
Самосвал 4×4 STQ2181L03Y3E6 Чуанкэ -
 4-кубовый бетоносмеситель
4-кубовый бетоносмеситель -
 MC-1000Plus Интеллектуальная машина для подушечной упаковки
MC-1000Plus Интеллектуальная машина для подушечной упаковки -
 Валковый брикетировочный пресс высокого давления
Валковый брикетировочный пресс высокого давления -
 Volkswagen Tharu
Volkswagen Tharu
Связанный поиск
Связанный поиск- Ввоз подержанных автомобилей
- Где лучше купить подержанный автомобиль
- Автобетоносмеситель миксер россия
- Анализ рынка подержанных автомобилей 2025
- Буровые установки казахстан
- Авторынок владивостока цены на подержанные автомобили
- Рекламный экран на автомобиль
- Автобетоносмеситель 10 м3
- Буровые установки дизеля
- Видео про строительную технику